CNC作ってから気付かずに使ってきましたが、なかなか致命的です。
GrblのStepperEnable制御がどうなっているのかがポイントです。
プログラムを確認してませんので使ってきた中で判断すると
Gコードファイルを処理するときは、ファイルの初めでEnable、
終わりでDeisableに切り替えているんだと思います。
こちらは問題ありません。
問題なのはマニュアルで動作させるときです。
コマンドを処理するとき、StepPulseを出力する前にEnable、処理が終わると
Disableにしているんだと思います。
なのでEnableとDisableが繰り返されるということです。
CNCによっては、この切り替わりのときに動いてしまうものがあります。
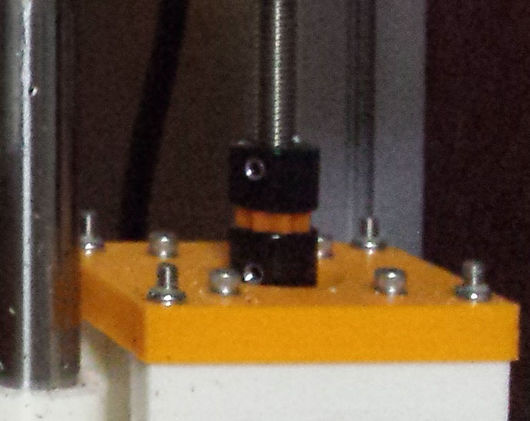
ボクのCNCでは、Z軸の負担が大きく、上昇時はカップリングに
テンションがかかり、Disableされたときに静止トルクから解放され
モーターが動いてしまってました。
これでは座標と左右のバランスがずれてしまいます。
ミリ寸切りボルトを使ってるので静止トルクは必要ないかと思ってましたが
あまかったです。
でも対処は簡単です。
StepperEnableラインをGNDに落としてやるだけ。
GrblのStepperEnableは全軸を1つのピンで制御してるので一箇所だけで済みます。
ただ電源投入後からモーターに電流が流れ続けるので負担が増えてしまいます。
自動カレントダウン付のモータードライバーがほしいところです。^^;
コメント